Teknikföretagens 4 500 medlemsföretag svarar för en tredjedel av Sveriges totala export och sysselsätter direkt över en miljon människor. Fordon, flyg och medicinteknik hör till de tyngsta sektorerna, och alla tre bearbetar metall med CNC-maskiner.
Bakom varje produkt finns en maskintyp som inget annat kan ersätta.
Tre helt olika produkter, samma grundteknik
Cylinderblock, turbindelar för jetmotorer och ryggimplantat tillverkas alla med CNC-bearbetning som en bärande del av produktionsflödet. Skillnaden är att material, geometri och toleranskrav styr valet av maskin på ett sätt som ger lite utrymme för flexibilitet.
En genomgång av olika CNC-maskiner på Duroc Machine Tool visar bredden av utrustning som driver produktionen i dessa sektorer, från plasmaskärare och svarvar till 5-axliga fräscentra och EDM-maskiner.
Bredden finns för att kraven skiljer sig så pass mycket åt. Tre sektorer som exporterar för miljarder kronor bygger alla på CNC-bearbetning, men inte på samma variant.
Fordonsindustrin kräver volym och repeterbarhet
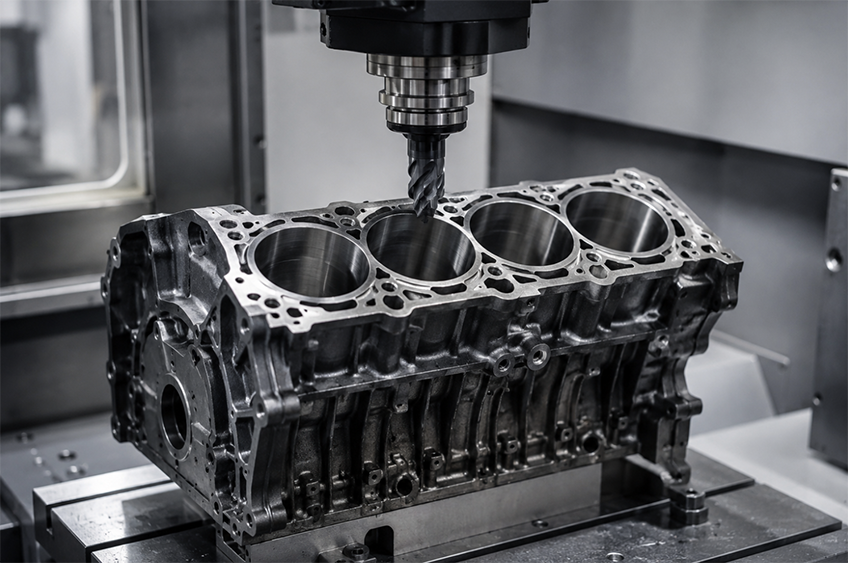
I Scanias motorfabrik i Södertälje används nära 30 maskinstationer bara för bearbetning av cylinderblock och cylinderhuvuden. MAG Hüller Hille-maskiner bearbetar cylinderblock medan Grob-centra används för cylinderhuvuden. Emag-maskiner hanterar bland annat vevstakar.
Varje maskin är byggd för ett specifikt moment i produktionen. Produktionslinjen är optimerad för att leverera samma resultat om och om igen, i högt tempo.
När Volvo startade VEA-motorprogrammet investerade bolaget omkring 500 miljoner kronor i nya maskinceller i Skövde. Anledningen var inte att de gamla maskinerna var utslitna, utan att den nya motorplattformen krävde en helt annan produktionslösning.
Inom fordonsindustrin handlar mycket om repeterbarhet. En motor måste hålla samma standard, oavsett om det är den första eller den miljonte motorn som lämnar fabriken. Om ett fel uppstår tidigt i processen riskerar det att påverka varje komponent som produceras därefter.
Scania tillverkar uppemot 300 motorer om dagen i Södertälje. Anläggningen har omkring 9 000 anställda inom produktion, utveckling och testning. I den typen av produktion är stabilitet och precision helt avgörande.
Flyg- och försvarsindustrin ställer extrema krav
GKN Aerospace i Trollhättan driver ett Engine Systems Centre of Excellence och tillverkar bland annat RM12-motorn till Gripen C och D. Under våren 2026 levererades den första uppgraderade motorn inom ett program där FMV investerat omkring 400 miljoner kronor för att förlänga systemets operativa livslängd.
Gripen E består till stor del av aluminium, men de mest belastade komponenterna tillverkas i titan. Det är också titan som driver de högsta kraven på bearbetningen.
Aluminium går att bearbeta snabbt och relativt enkelt. Titan fungerar annorlunda. Materialet leder bort värme dåligt och hårdnar under bearbetningen, vilket gör att skärhastigheten måste hållas nere. För att kunna bearbeta avancerade turbinkomponenter används därför ofta 5-axliga fräscentra som kan komma åt komplexa geometrier utan att arbetsstycket behöver spännas om.
Titan sliter dessutom hårt på verktygen. Därför används specialbeläggningar och kontinuerlig övervakning av verktygsslitage. Om slitaget inte upptäcks i tid påverkas kvaliteten direkt.
Inom flygindustrin är kraven extremt hårda. Turbinskovlar och kompressordelar har ofta toleranser på omkring ±0,005 mm, och precisionen måste hållas genom hela komponentens profil.
Medicinteknik arbetar på mikrometernivå
Elos Medtech i Timmersdala tillverkar dentalimplantat, ryggimplantat och ortopediska instrument i titan, Inconel och höglegerat rostfritt stål. Produktionen bygger bland annat på wire EDM, die-sinking EDM, Swiss turning-maskiner och 5-axliga slipcenter.
Inom medicinteknik används EDM främst för att undvika problem med värmeutveckling. Vid traditionell fräsning och svarvning uppstår värme i kontaktpunkten mellan verktyg och material. När toleranserna ligger runt ±0,005 mm kan även små temperaturförändringar påverka resultatet.
EDM fungerar annorlunda. Material avverkas genom elektriska urladdningar utan fysisk kontakt mellan verktyg och arbetsstycke. Det minskar risken för deformation och gör tekniken särskilt lämplig för mycket små och känsliga komponenter.
Swiss turning används för detaljer med mycket små diametrar, exempelvis bentskruvar och implantatkomponenter under fem millimeter. Den typen av komponenter kräver en stabilitet som vanliga svarvcentra ofta inte klarar av.
Det är behovet som styr valet av maskin
Scania, GKN Aerospace och Elos Medtech arbetar med helt olika förutsättningar, trots att alla använder CNC-bearbetning.
För Scania handlar det om cykeltid, stabilitet och hög volymproduktion. GKN fokuserar på avancerad titanbearbetning och komplexa geometrier inom flygindustrin. För Elos Medtech är värmekontroll och mikrometerprecision avgörande.
Valet av maskin bestäms därför redan i konstruktionsfasen. Material, toleranser och geometri sätter ramarna långt innan produktionen startar. För verkstäder som levererar till den här typen av kunder finns det sällan någon universallösning.
Det är kundernas krav som formar maskinparken, inte tvärtom.