Fogningsdagarna genomfördes i år som ett två-dagars fysiskt arrangemang på Munktellmuseet i Eskilstuna. Bakom arrangemanget stod Svetskommissionen och Svetstekniska föreningen. Andra dagen ägnades åt svetsautomation och den genomfördes i samarbete med SWIRA – Swedish Industrial Robot Association. Moderator för fogningsdagarna var Björn Langbeck från Tillväxtverket.
Programmet inleddes med en framtidsspaning av Gert Nilsson från Jernkontoret. Denna presentation låg i linje med de övriga inslagen som fokuserade på automatiserade processer, digitalisering och Additive Manufacturing. Gert Nilsson hänvisade också till samhällets klimatarbete som industrin nu på bred front ansluter sig till.
Just Svetsautomationsdagen inleddes med att Ove Leichsenring, ordförande i SWIRA, beskrev varför industrin ska robotisera och då även svetsprocesserna. Fördelen är bland annat att monotona och hälsofarliga arbeten elimineras. Han visade global statistik på användningen av industrirobotar. Sverige ligger bra till, men inte bland de allra bästa. Beträffande robottätheten (antal robotar per antal anställda), om man frånräknar bilindustrin, ligger vi på femte plats globalt och därmed efter Danmark. Beträffande bågsvetsrobotar installerar vi cirka 100 årligen och har nu ungefär 1500 i drift.
Fogningsdagarnas moderator Björn Langbeck, som till vardags är industriell expert på Tillväxtverket berättade om regeringens nationella program Robotlyftet som är en del av Smart Industri.
– Robotlyftet hjälper små och medelstora företag att ta stegen in i ökad automation. Mellan 4500 och 6000 företag borde kunna installera robotar. Om vi får in fler robotar ökar produktiviteten och konkurrenskraften, sa Björn Langbeck.
Därmed kan Sverige behålla jobben eller till och med öka antalet sysselsatta i industrin. Som exempel kan nämnas att företaget Svetslego har automatiserat svetsningen av cykelramar, vilket gör att dessa tillverkas i Sverige, inte i ett låglöneland.
Robotlyftet har gett medel för att minska ekonomiska och tekniska risker i samband med robotisering, hos de SME:s som har sökt pengar. Nuvarande robotlyftet avslutas i år. Om det blir en fortsättning är i skrivande stund osäkert.
Det är dock fortfarande möjligt att skicka personal på utbildning i beställarkompetens. Utbildningen är kostnadsfri och kommer att pågå även under 2022. ESF-rådet (Rådet för europeiska socialfonden) finansierar kurskostnaden medan företagen står för sin egen tid. Alla små och medelstora tillverkande företag kan delta. Mer information finns hos Robotlyftet.
Säkerhet för kollaborativa svetsapplikationer
Dan Assarsson från JL Safety berättade om CE-märkning, direktiv och standarder som robotanvändare måste följa.
– Ett vanligt missförstånd är att själva roboten är säker och därmed blir själva slutanvändandet säkert. Men det är inte i roboten de största riskerna finns utan hur den används. De certifierade robotarna är förberedda för säker användning. Problemet ligger i den faktiska integrationen på plats, när till exempel verktyg eller svetsmunstycke monteras och man kanske inte reglerat ner hastighet och krafter.
För att klara de krav som ställs måste hela applikationen, dvs. all kringutrustning och användningssätt finnas med i riskbedömningen vilket innefattar att applikationen prövas för att se om den klarar alla lagstadgade krav, berättade Dan Assarsson.
Ett annat missförstånd är att robotar är säkra genom sin CE-märkning, det kan förekomma ett CE-märke på roboten, men det är då inte för maskindirektivet 2006/42/EC! I robottillverkarens EG-försäkran finns en formulering som gör det förbjudet att använda roboten, innan den uppfyller kraven i direktiv 2006/42/EC samt de regler som införlivar applikationen med nationell lagstiftning.
Användaren måste förutom maskindirektivet ha koll på andra direktiv (t.ex. LVD, EMC, PED och ATEX) och författningar (t.ex. användning av arbetsutrustning AFS 2006:4). För att på teknisk detaljnivå klara kraven används harmoniserade standarder, bland annat för säkerhetsaspekter och anordningar SS-EN ISO 13857 samt för kollaborativa robotapplikationer SS-EN ISO 10218-2. I den förstnämnda standarden finns bland annat tabeller som visar minska säkerhetsavstånd till riskområden.
– Tänk på att själva applikationen måste CE-märkas, poängterade Dan Assarsson.
Detta ställer höga krav på den som installerar en kollaborativ robotapplikation eller som flyttar den mellan olika arbetsstationer.
Grindar och optiska skydd
Åke Törnros från SICK Sensor Intelligence fortsatte säkerhetstemat genom att berätta om typer av skydd vid robotapplikationer. En robotcell ska vara säker. Det går att uppnå hög produktkvalitet till reducerad kostnad, ökad produktivitet och en ergonomisk arbetsplats. Som nämnts måste applikationen klara maskindirektivet och till hjälp så har det tagits fram en standard, EN ISO 10218-2 som beskriver de krav som måste uppfyllas. För kollaborativa robotapplikationer så finns även en teknisk specifikation framtagen som hjälp, ISO/TS 15066. Rekommendationen är att följa denna standard.
Grindar och en resetfunktion kan vara tillräckligt i många fall, men det blir allt vanligare med optiska skydd. En enda skanner kan övervaka upp till åtta fält, med olika säkerhetsnivå som exempelvis kan styra robotens hastighet. Roboten stoppas om operatören kommer för nära. Det finns funktioner som tar hänsyn både till var operatörens befinner sig i förhållande till maskinen och operatörens rörelsehastighet mot maskinen.
– En smart robot med ett smart säkerhetssystem, gör det hela säkert och upprätthåller ändå hög produktivitet, berättade Åke Törnros.
Testning on- och offline
Martin Engman från Winteria berättade om företagets automatiserade och integrerade svetskvalitetskontroll baserad på sensorer som i realtid kan avsöka svetsen.
Systemet för realtidskontroll kan monteras på en robot med sensor som kontrollerar svetsarna direkt sedan de är klara. Mätdata från sensorerna checkas av mot svensk kvalitetsstandard och kundens egen kvalitetsstandard. Resultatet presenteras enkelt med grönt för godkänd svets och rött för underkänd. 200–300 mätningar kan göras per sekund.
Winterias Digitala Visuella Testning kommer bland annat att installeras i produktion hos en kund som tillverkar ringformade komponenter med 2000–3000 svetsar per komponent under hösten 2021. Förutom att indikation lyser grönt eller rött sparas alla data för senare djupanalyser av eventuella problem.
Företaget är även med och utvecklar teknik för automatiserad efterbehandling av svets — Post Weld Treatment. Sensorer mäter svetsen före, sedan används mätdata för att kontrollera och styra efterbehandlingen och efter behandlingen mäts svetsen upp igen för att kontrollera och kvalitetssäkra efterbehandlingen.
Winteria FLEX är ett handhållet system som kopplas direkt till PC. Svetsens tvärprofil och ett flertal parametrar kan mätas och jämföras med kvalitetsstandard.
– Vårt system passar även för den som i svets-lab vill djupstudera olika problem eller se vad som händer om processförutsättningar ändras, avslutade Martin Engman från Winteria.
Adaptiv robotsvetsning
Vid robotsvetsning kan robotens positionering av svetsen anpassas under processens gång för att erhålla jämnast möjliga svets med jämn kvalitet. Utan adaptiv svetsning krävs att både detalj och fixtur har mycket hög repetitionsnoggrannhet.
Niclas Åkesson från Axson presenterade fogsökning och fogföljning för att kontrollera och styra svetsens position. Fogsökning kan göras med kontaktsökning (med svetstråd alternativt gaskåpa) eller med beröringsfri sökning (laser). Niclas Åkesson presenterade för- och nackdelar med olika koncept.
Vid trådavkänning använder strömkällan svetstråden som sensor med frekvensen 100 Hz för att detektera höjdavvikelser. Avvikelser på 0,5–20 mm kan detekteras samtidigt som höjden kan mätas.
Beträffande beröringsfri sökning med laser är fördelen bland annat att även spalter kan följas.
Axsons tekniker gör det möjligt att bestämma robotens position och vid en avvikande bana kan positionen korrigeras.
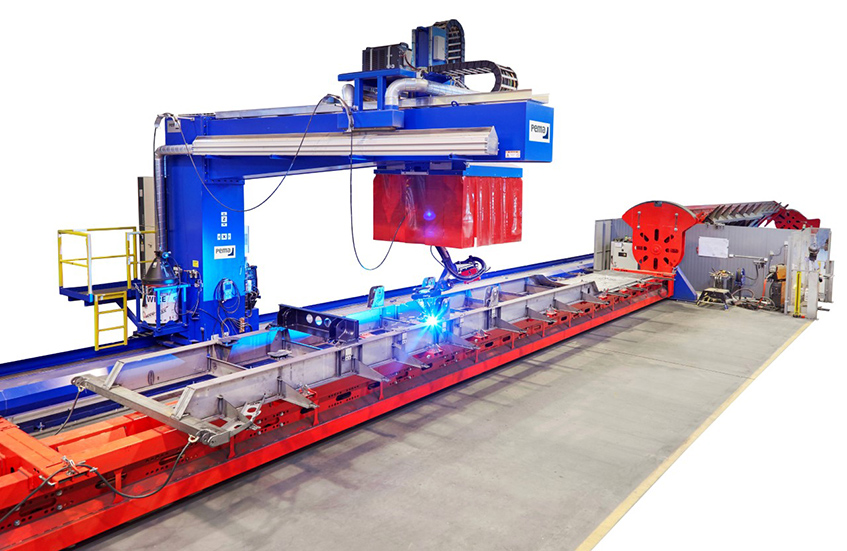
Små serier
– Går det att automatisera svetsning av små serier? Ja, definitivt, menade Kimmo Ruottu, försäljningschef för Pemamek i Skandinavien och tysktalande länder.
Pemamek har standardsortiment med lägesställare och rullbockar. Beträffande svetsrobotar levererar företaget skräddarsydda lösningar, allt från enskilda stationer till hela linjer.
Kimmo Ruottu gick igenom förutsättningar för att automatisera för små serier och vad kunden bör tänka på. Bland annat ska fixturer utformas flexibelt med referenspinnar för enkel positionering och helst så att fixturerna kan användas för flera produkter och vid olika stationer.
Pemamek utvecklar egna koncept och egna program för kunder som vill automatisera. Pema Weldcontrol Offline används för allt från en-stycks till massproduktion. Processen går att simulera i förväg. Programmeringen är lätt att lära sig.
Pema Weldcontrol Create används främst för tjocka plåtar. I programmet skapas en 3D-modell av produkten som sedan går att skala. Med Pema Weldcontrol Scan skannas detaljen (som kan läggas utan referenspunkter på golvet). Operatören ritar ut var det ska svetsas och snart nog går det att börja svetsa.
– Våra produkter medger kort programmeringstid i förhållande till svetstid och därför blir det effektivt även att automatisera för små serier, poängterade avslutningsvis Kimmo Ruottu.
Simulering och offline-programmering – ny teknik för beredning baserad på CAD och enkel programmering
Finska Delfoi har som motto ”We make complex easy and efficient”. Företagets grundare Heikki Aalto visade hur enkelt det är att bereda robotsvetsningen med hjälp av mjukvarorna Defoi Robotics – automated robot offline programming. Man använder ett väldefinierat arbetsflöde som utgår från detaljens CAD-ritning och via simulering och validering kommer beredningen snabbt på plats. Sedan är det bara att starta robotsvetsningen. Mellan 90 och 95 procent av leveranserna handlar om bågsvetsning.
Delfois erbjudande går att tillämpa oavsett märke på roboten. Med ett musklick visar operatören var detaljen ska svetsas och programmet placerar ut svetslägena, upp till 16 stycken på 2 sekunder. Delfoi är världsledande på enkel och snabb beredning.
För att motverka värmeinducerade deformationer har företaget utvecklat Automatic Sequencing för svetsning i optimal ordningsföljd.
Det går att tillämpa Dual-robot Programming, dvs. föra över svetsproceduren till en annan robot. Delfoi har också utvecklat fixtur-fri svetsning, där en av robotarna håller arbetsstycket. Nytt är Automatic Path Planning för optimal rörelse av robotar utan risk för kollisioner. Lanseras nu i december.
Allteftersom Delfoi har fått kunder med mycket komplexa tillverkningsdetaljer i stora serier har man sett till att klara programmering även av mycket krävande robotar, med upp till 24 axlar, samt ”robotfamiljer” där ett stort antal robotar samverkar.
3D-printning
Johnny K Larsson från Autokropolis Engineering berättade om 3D-printning, som också benämns additiv tillverkning. Vi är vana vid att tillverka detaljer genom att ta bort material (subtraktivt) genom bearbetning. Vid additiv tillverkning lägger man i stället till – lager för lager (additivt). Som råmaterial används metallpulver eller plast. Johnny K Larsson berättade om aktuell användning och potentialen inom bilindustrin.
Vad har då additiv tillverkning för anknytning till svetsning? Båda är smältförfaranden, med svetsning i makroskala och additiv tillverkning i mikroskala.
Sju olika huvudprinciper används vid additiv tillverkning, där flera av dem baseras på laser. Bland annat inom bilindustrin är additiv tillverkning lämplig för att lägga på slitlager, tillverka delar i små serier, ta fram prototyper för att testa funktioner och för att ta fram utställningsbilar för mässor.
Bromsskivor kan beläggas med slitytor. Befintliga verktyg för tillverkning med konventionella tekniker kan repareras. Med additiv tillverkning går det också att framställa detaljer med en mer komplex geometri än normalt. I vissa fall är det möjligt att byta konstruktionsmaterial till ett som medger tunnare konstruktion och lägre vikt, med bibehållen hållfasthet.
Additiv tillverkning kan ersätta en lång rad bearbetningsverktyg för olika varianter av en detalj. Även formsprutningsverktyg och gjutformar kan ersättas. Det är möjligt att enstyckstillverka reservdelar eller nytillverka komponenter med helt individanpassad design, exempelvis ett stolssäte för en viss bilkund.
Additiv tillverkning kan kombineras med konventionell tillverkning. Rätt använd kan printning i 3D både spara material, minska energiförbrukning i flera led under detaljens livscykel och på sikt öka livslängden.