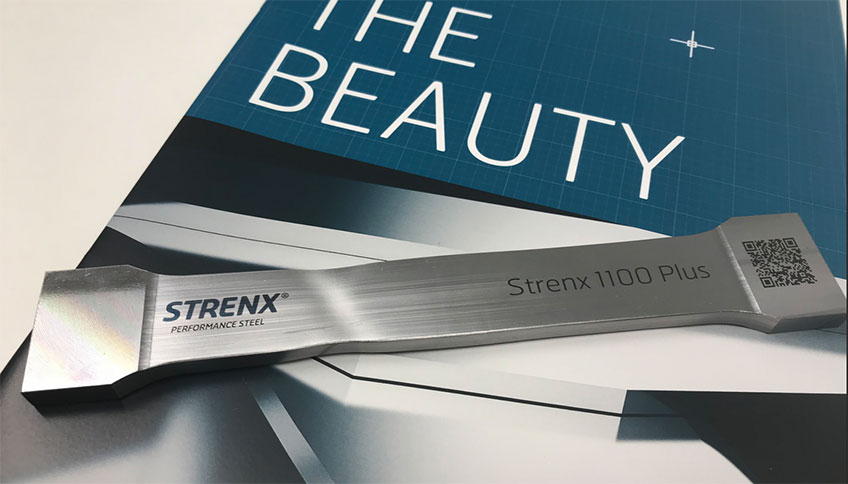
SSAB offentliggjorde idag lanseringen av Strenx® 1100 Plus bandstål. Det är ett nytt varmvalsat, höghållfast stål med unika egenskaper för svetsning som ger enastående svetsnings- och bockningsresultat i bommar, ramar, kranar och annan lyftutrustning.
Svetssvagheter är praktiskt taget eliminerade
Svetsfogarna är i allmänhet den svaga länken hos mer avancerade sorter av konstruktionsstål som S1100 och S900. Men Strenx® 1100 Plus eliminerar praktiskt taget dessa svagheter eftersom hållfastheten, förlängningen och slagsegheten i det svetsade området uppfyller minimigarantierna för basmaterialet. Strenx® 1100 Plus är därför perfekt för lyftanordningar och avancerade konstruktioner som kräver matchande hållfasthet i svetsfogarna.
Avancerade och innovativa designalternativ
Den optimala kombinationen av hållfasthet och seghet i det svetsade och värmepåverkade området är en stor fördel för konstruktionsprocessen. Konstruktionen kan baseras på samma statiska minimihållfasthet för hela applikationen, beroende på dimensioneringsreglerna.
Generellt kan tillverkare av lyftutrustningar öka sin produktivitet och får fram mer avancerade designalternativ.
Fördelar med Strenx® 1100 Plus i verkstaden
- Ett ovanligt rent stål och en exakt kontrollerad tillverkningsprocess innebär genomgående hög kvalitet och förutsägbara resultat
- Garanterad planhet, tjocklek, bockbarhet
- Snäva toleranser, garanteras
- Brett rekommenderat intervall för värmetillförsel, med svalningstider ∆t 8/5 från 5 till 20 sekunder
- Svetsning kan göras vid rumstemperatur, baserat på CTS-tester enligt ISO 17642-2:2005
- Optimal kombination av hållfasthet och seghet i det svetsade området och den värmepåverkade zonen
Tekniska specifikationer – nå högre och längre med Strenx® 1100 Plus
Dragprov med svetsat provstycke av Strenx® 1100 Plus
• Två 8 mm provstycken av Strenx® 1100 Plus svetsades samman
• MAG-svetsning med 960 MPa tillsatsmaterial med Δt 8/5 i 12 sekunder i 2 strängar
• När förstärkningen tagits bort drogs det svetsade provstycket i en dragprovningsmaskin
• Dragningen avslutades när midjebildningen inträffade
• Midjebildningen visar var provet hade brutits av om dragningen inte hade avslutats.
• Brottet skulle ha ägt rum i det opåverkade grundmaterialet
• Hela svetsen har samma minimivärden för mekaniska egenskaper, sträckgräns, draghållfasthet och förlängning som grundmaterialet.